


Pipe fitting thread and End Connection Introduction
1. Tapered Thread Pipe fitting Thread
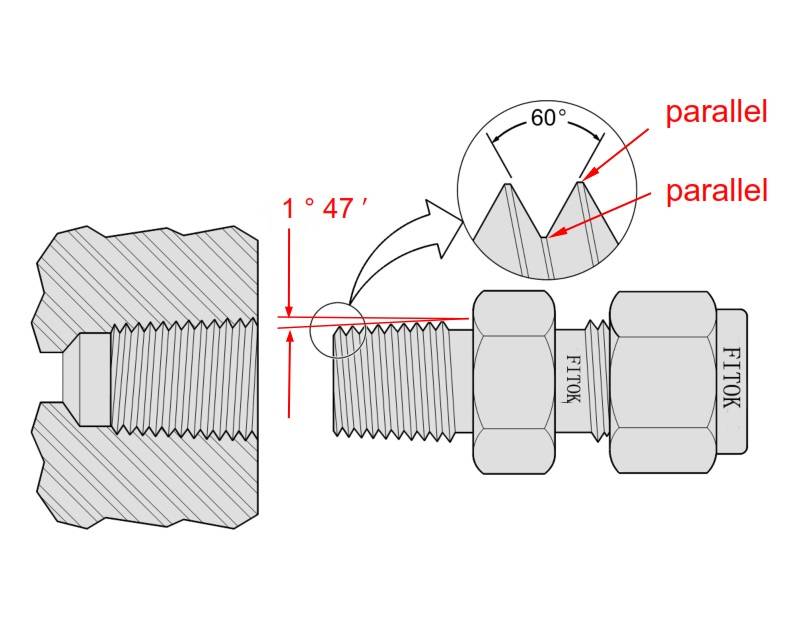
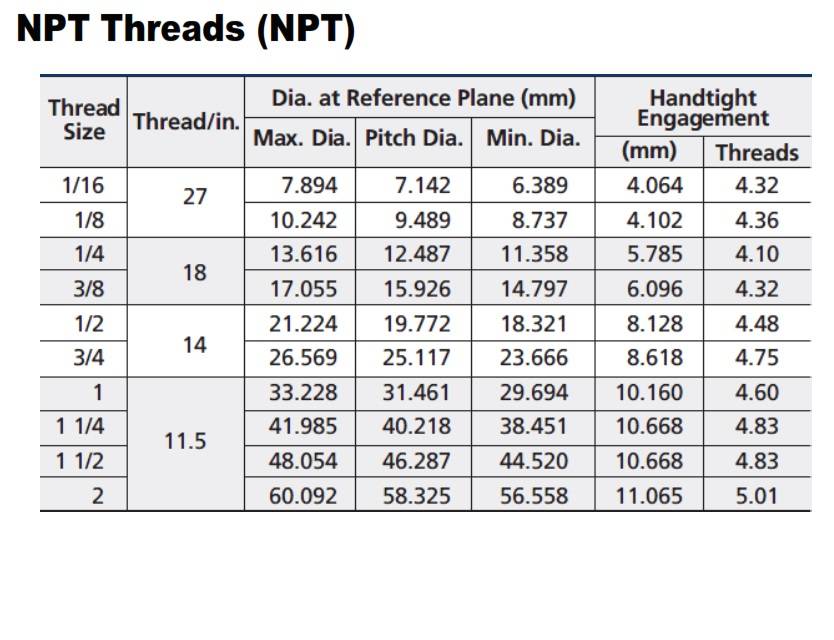
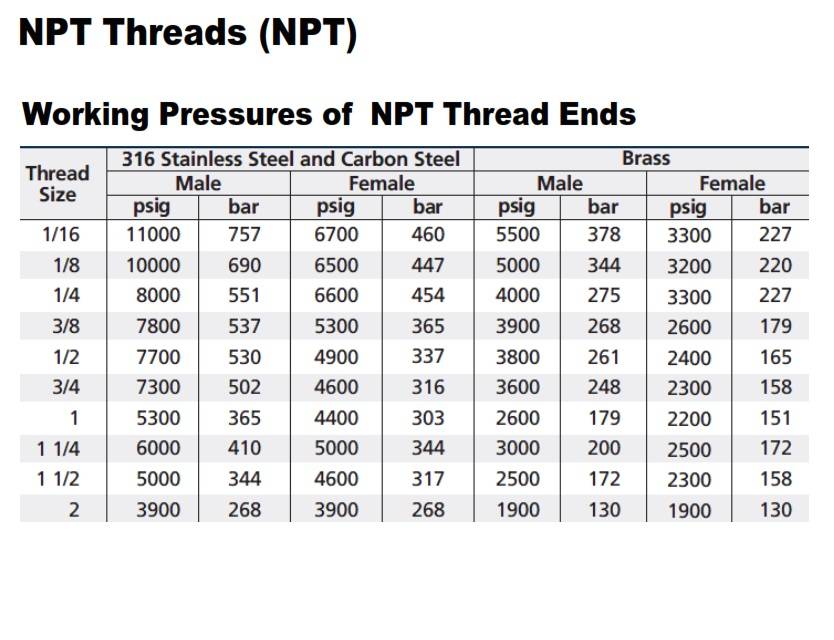
NPT Threads (NPT)
◆ 600 thread angle
◆ Truncation of root and crest are parallel
◆ Taper 1:16
◆ Type of sealing: thread sealant
Comply with ASME B1.20.1, SAE AS71051
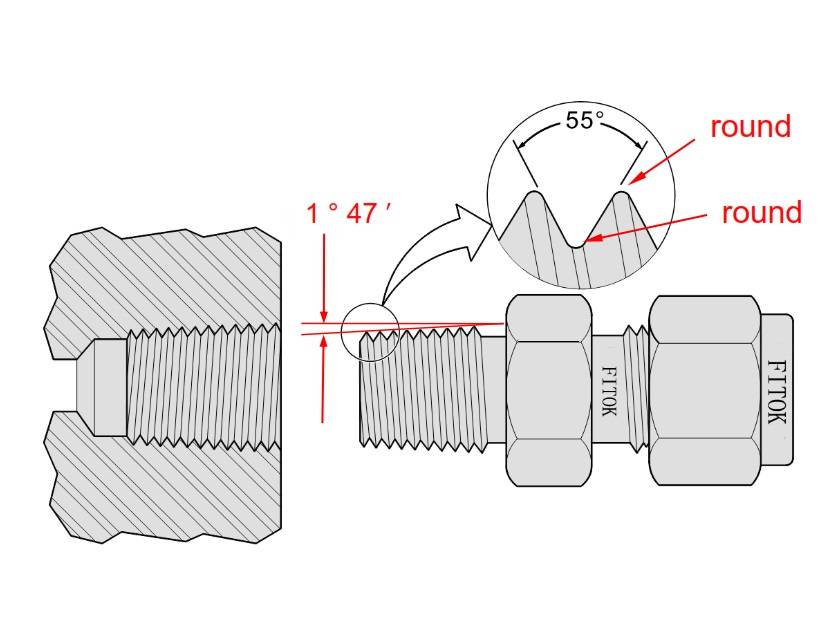
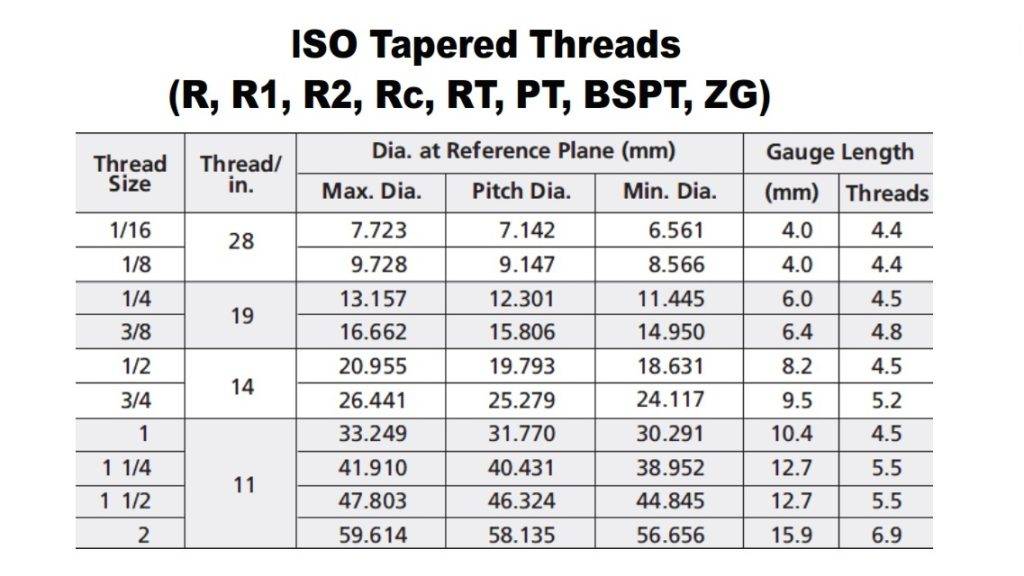
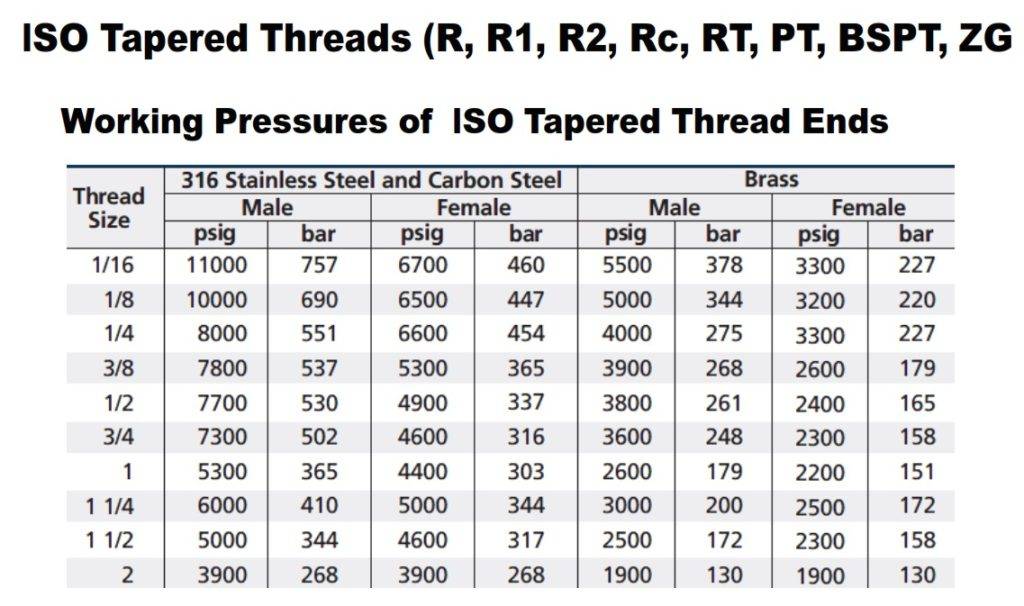
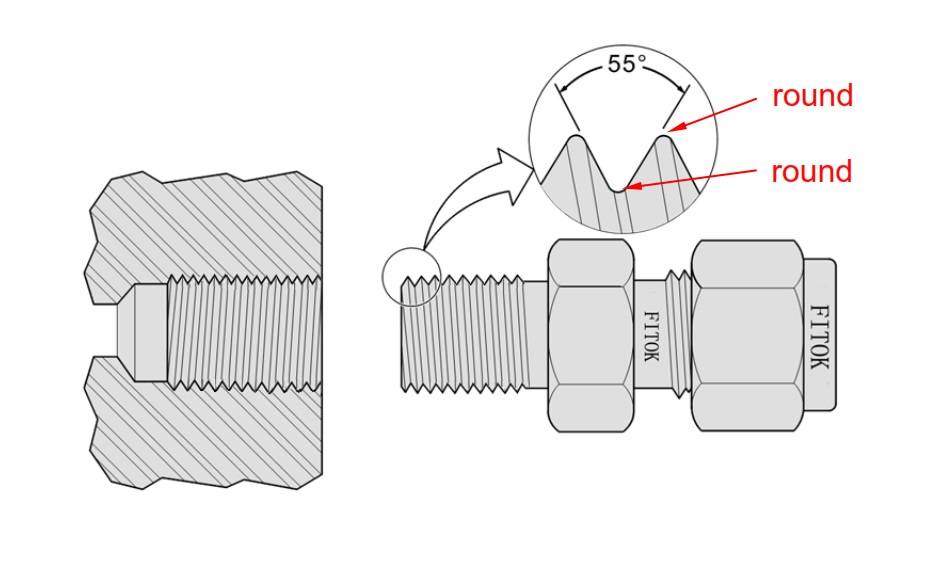
ISO Tapered Threads
(R, R1, R2, Rc, RT, PT, BSPT, ZG)
◆ 55° thread angle
◆ Truncation of root and crest are round
◆ Taper 1:16
◆ Type of sealing: thread sealant
Comply with ISO 7-1, EN 10226-1, BS 21, DIN 2999, JIS B0203
2. Parallel Thread Pipe fitting Thread
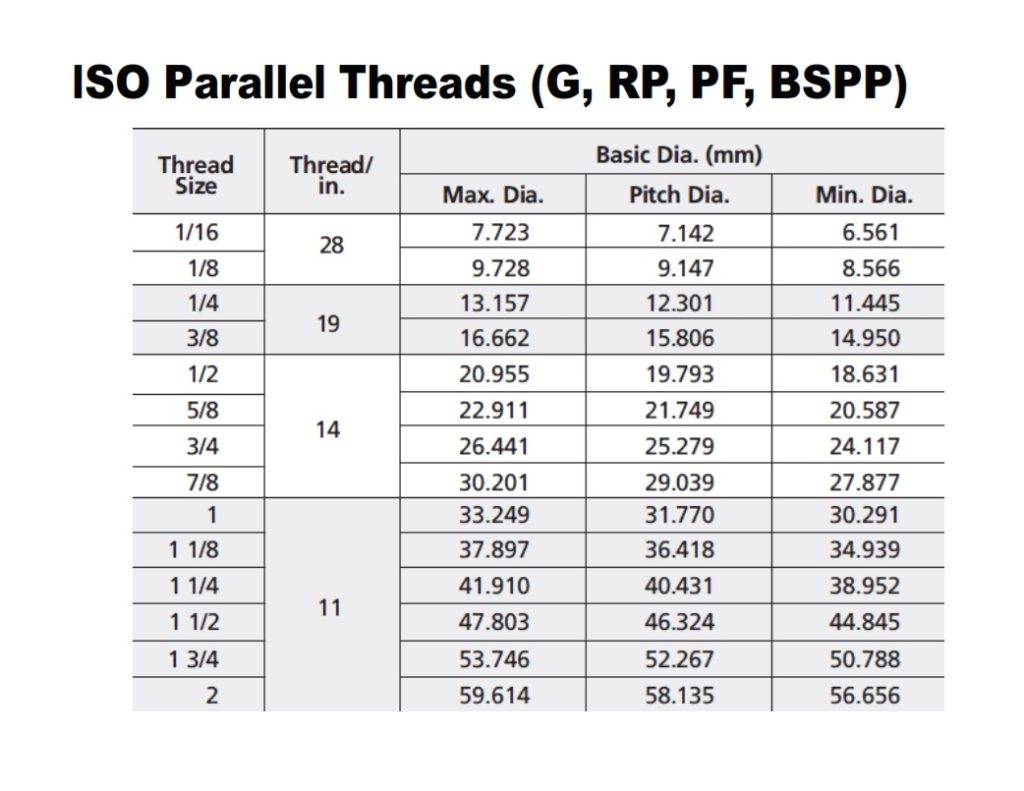
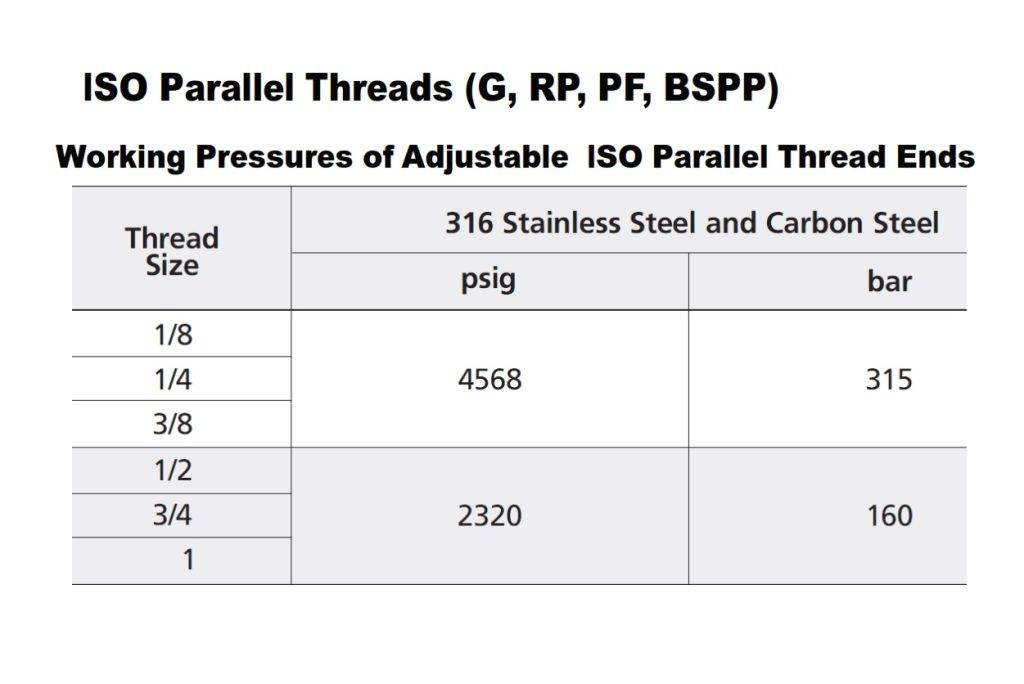
ISO Parallel Threads
(G, RP, PF, BSPP)
◆ 55 °thread angle
◆ Truncation of root and crest are round
Comply with ISO 228-1, DIN ISO 228-1, JIS B0202, BS 2779
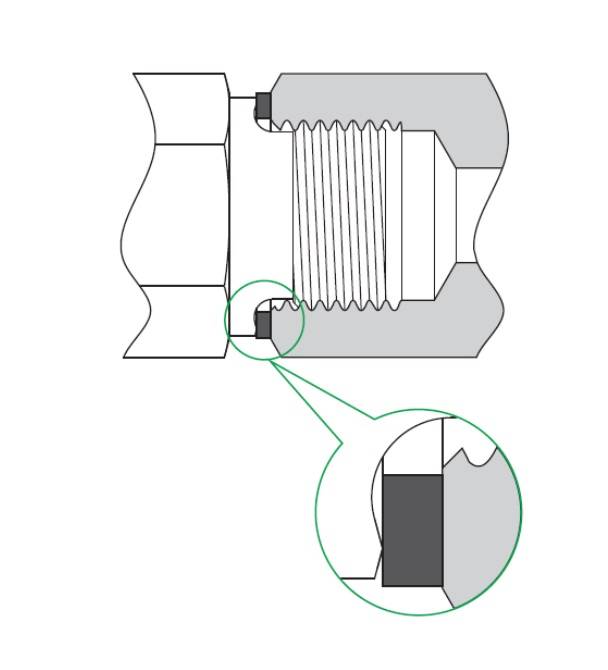
Types of Sealing for ISO Parallel Threads
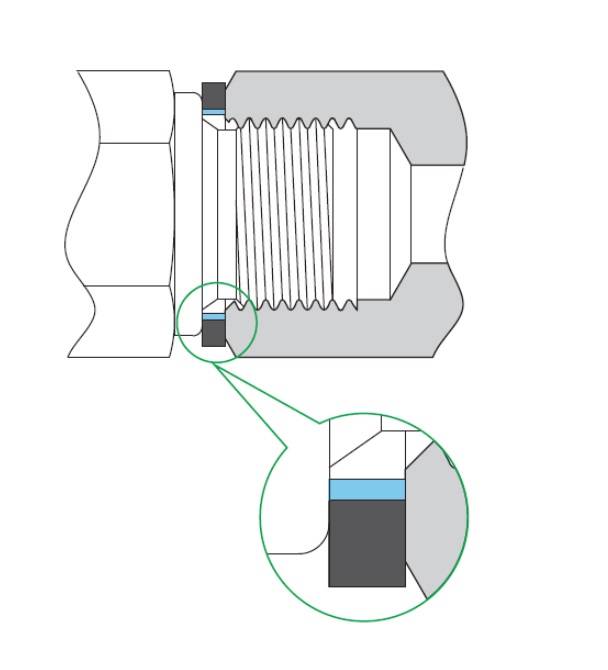
- RS Stud End, RS Gasket
and RP Port
◆ RS stud end complies with DIN 3852-2 Type A
◆ RP port complies with DIN 3852-2 Type X

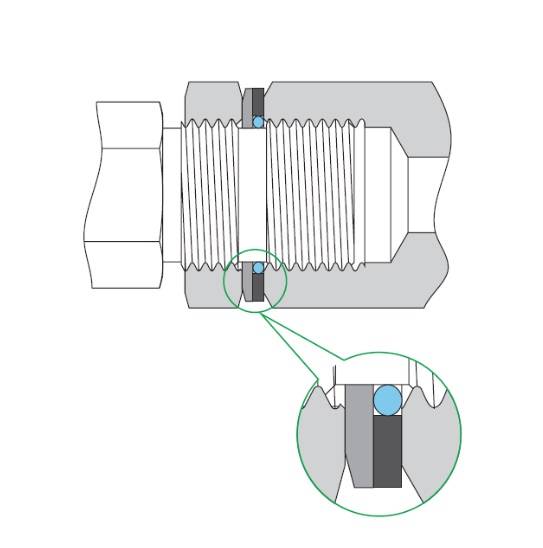
- RP Stud End, RP Gasket and
RP Port
◆ RP studs end complies with
DIN 3852-2 Type B
◆ RP port complies with DIN 3852-2 Type X

3. PP Stud End and RP Port
◆ RP port complies with DIN 3852-2 Type X
- RG Port, RG Gasket and BP
Stud End
◆ RG port complies with EN 837-1/3
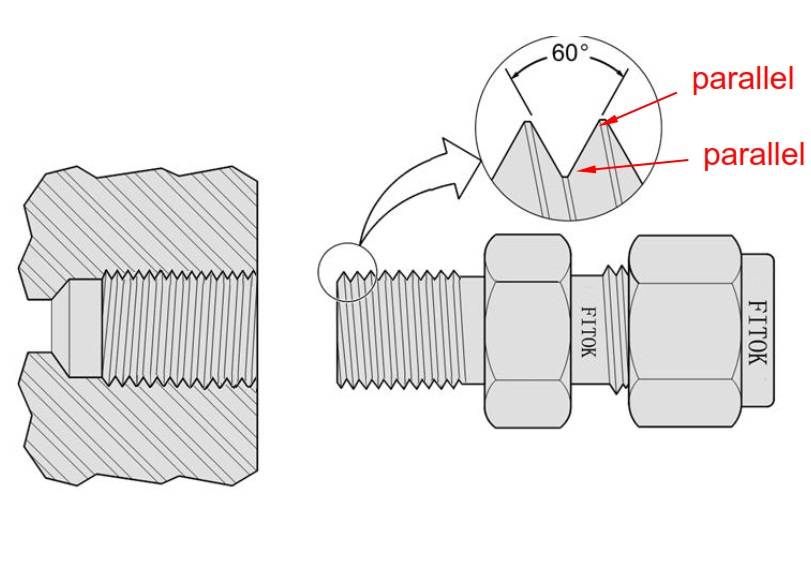
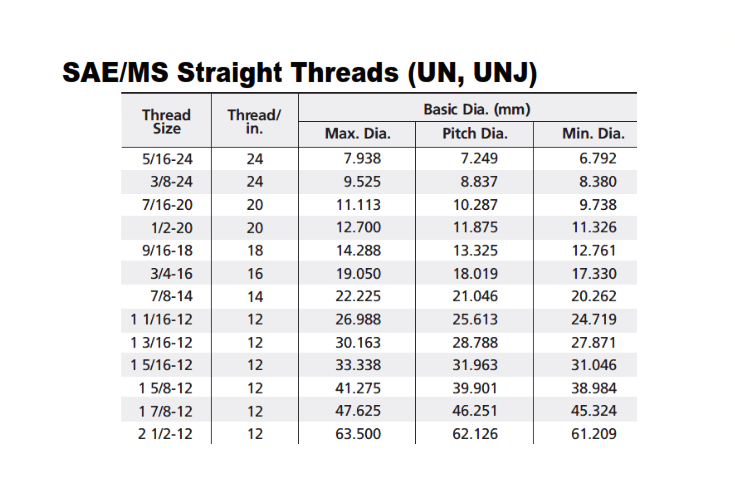
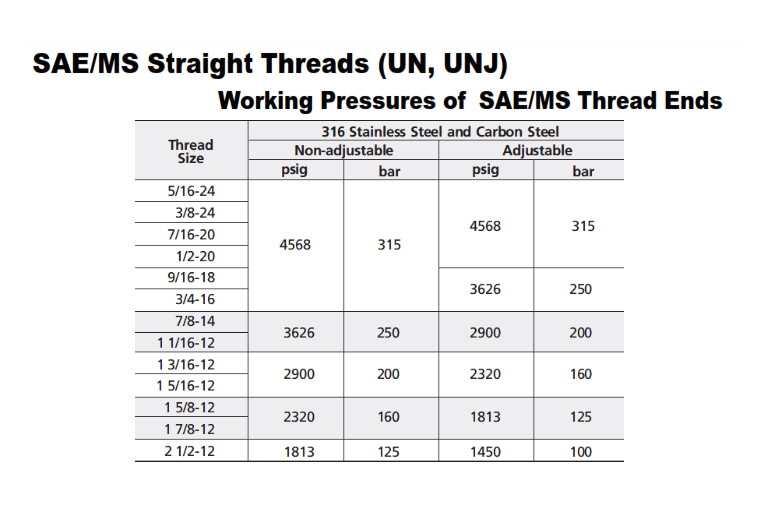
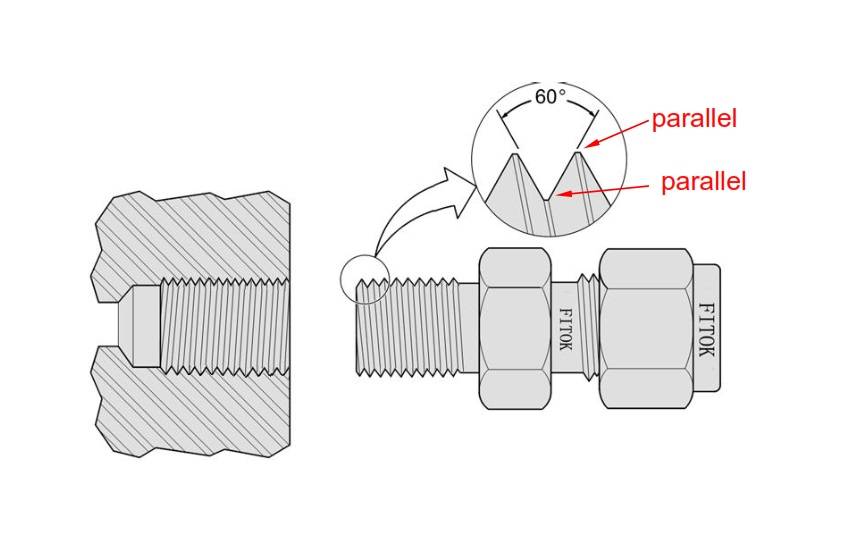
5. SAE/MS Straight Threads (UN, UNJ)
◆ 60°thread angle
◆ Truncation of root and crest are parallel
Comply with ASME B1.1, ISO R725
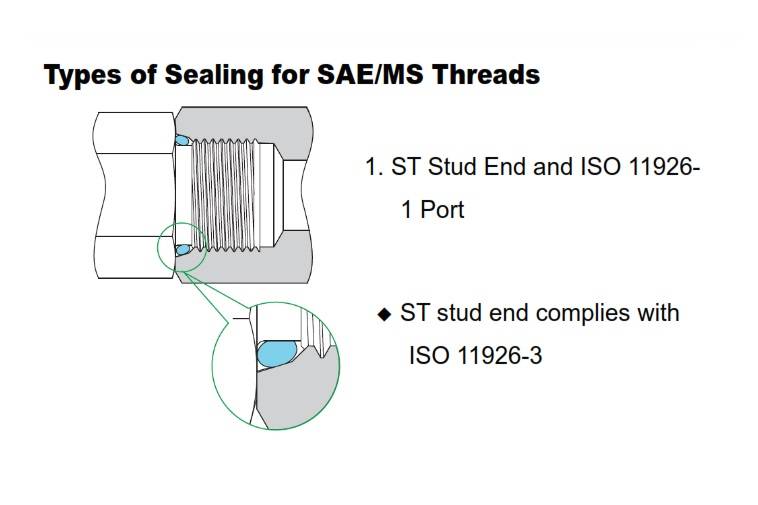
- ST Stud End and ISO 11926-
1 Port
◆ ST stud end complies with ISO 11926-3
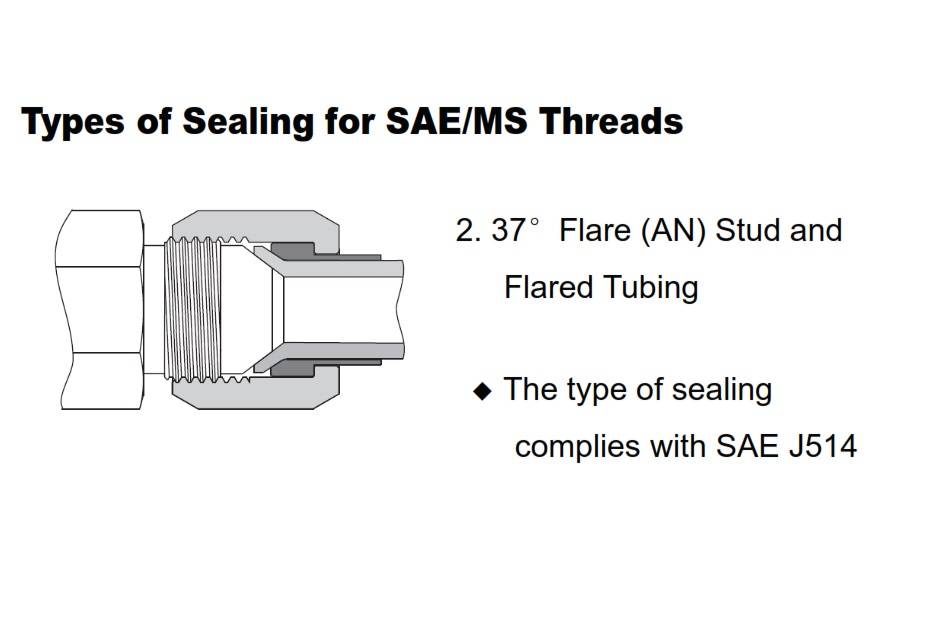
2. 37°Flare (AN) Stud and
Flared Tubing
◆ The type of sealing complies with SAE J514
Types of Sealing for Metric Threads
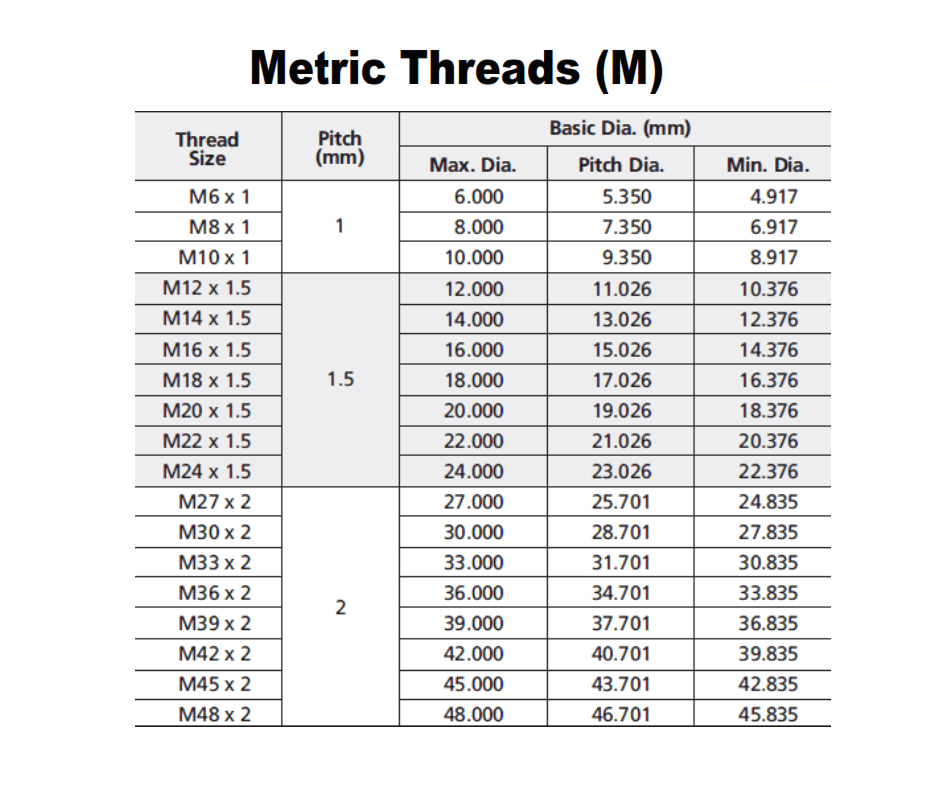
Metric Threads ( M )
◆ 60 ° thread angle
◆ Truncation of root and crest are parallel
Comply with ISO 261

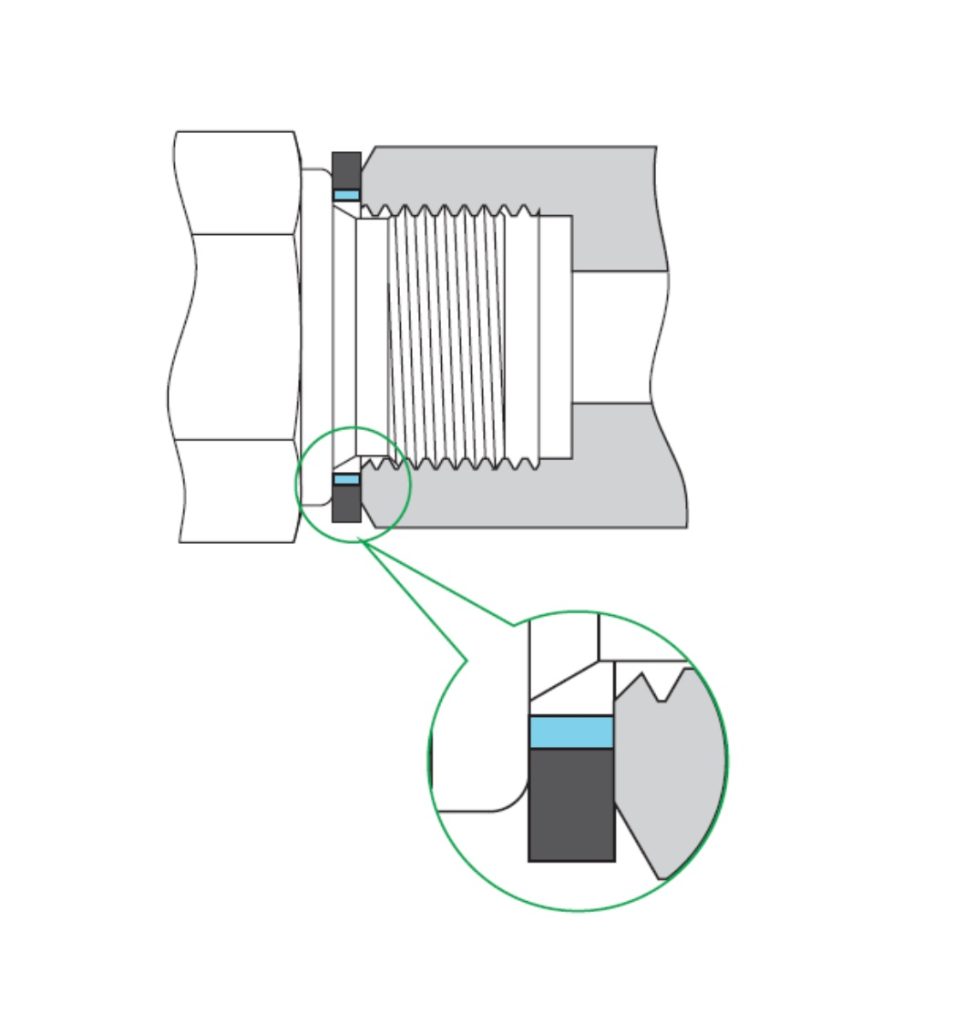
- MRS Stud End, RS-M gasket
and MS Port
◆ MRS stud end complies with DIN 3852-1 Type A

2. MST Stud End and ISO 61491
Port
◆ MST stud end complies with ISO 6149-3
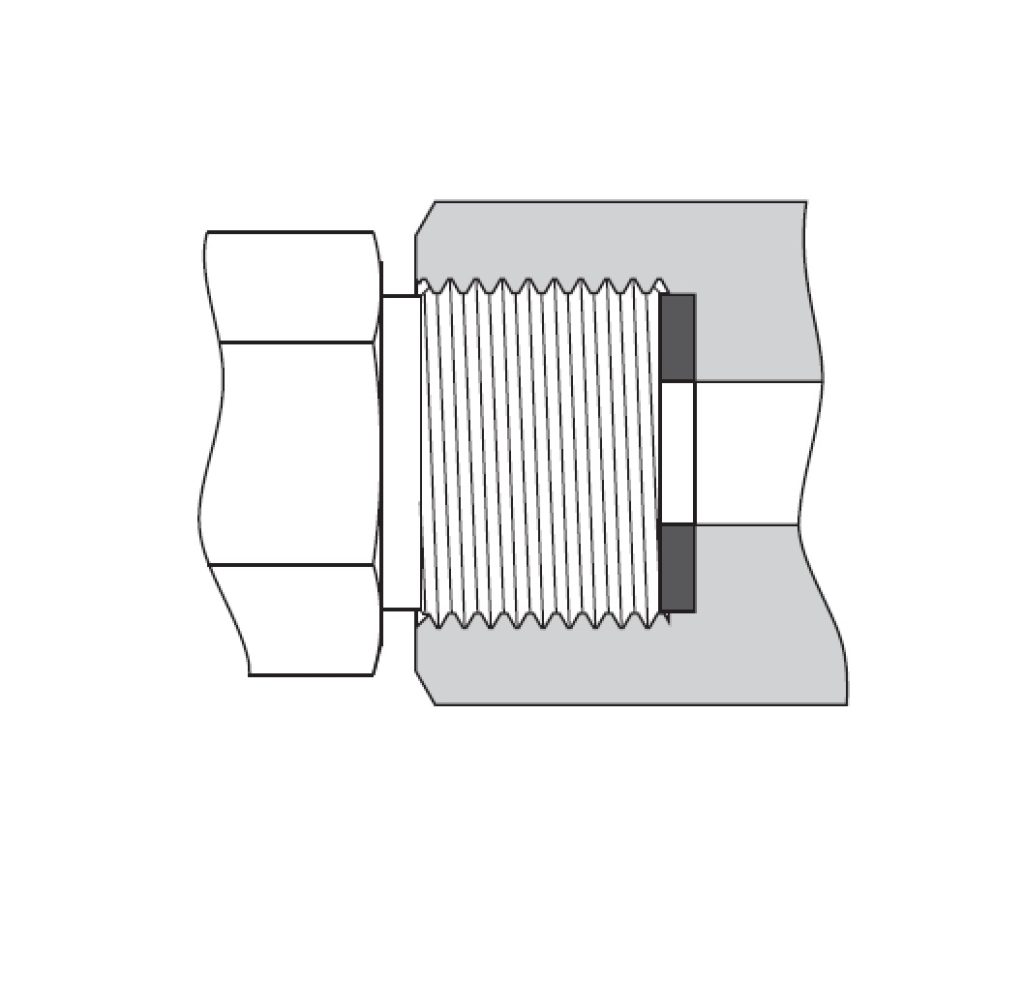
- MS Stud End, RG-M gasket
and MS Port
◆ Metallic or non-metallic materials Gasket Seal
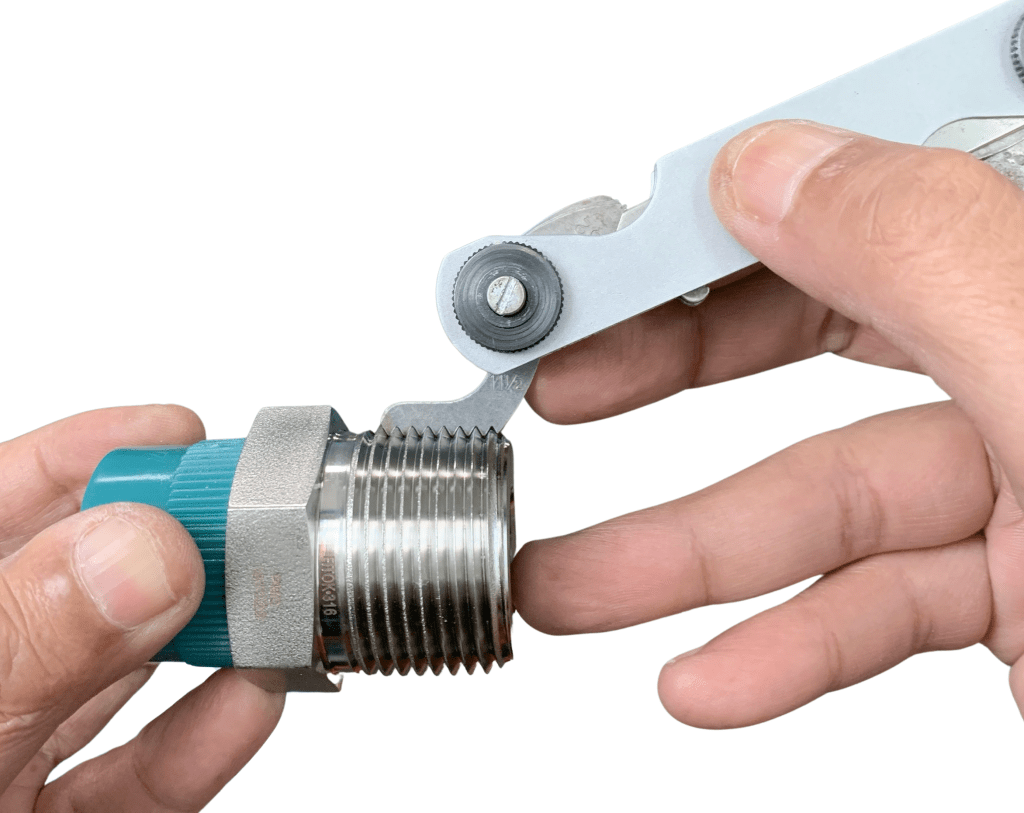
Pipe fitting Thread Identification Procedure

Step 1 : Determine which the thread is tapered or straight (parallel).

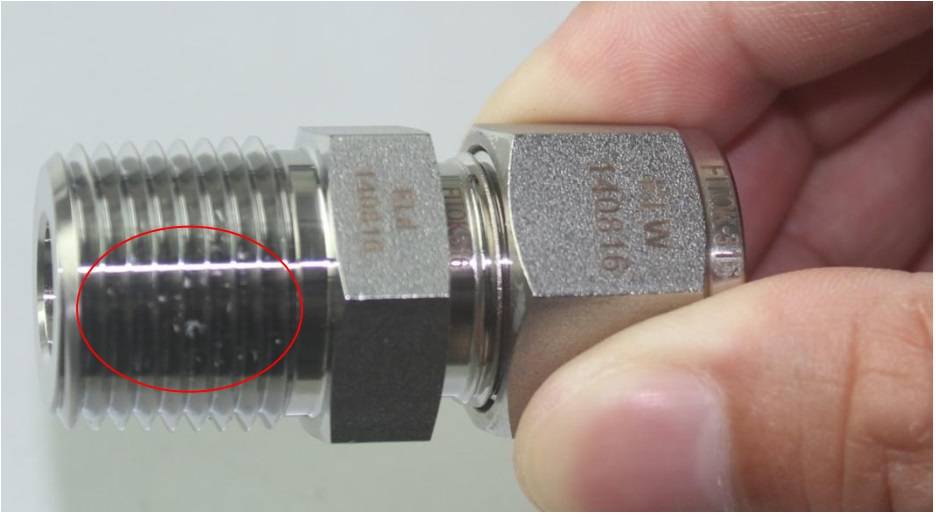
Step 2 : Measure the thread diameter.
Tapered : Measure the 4th or 5th full thread
Straight : Measure any full thread
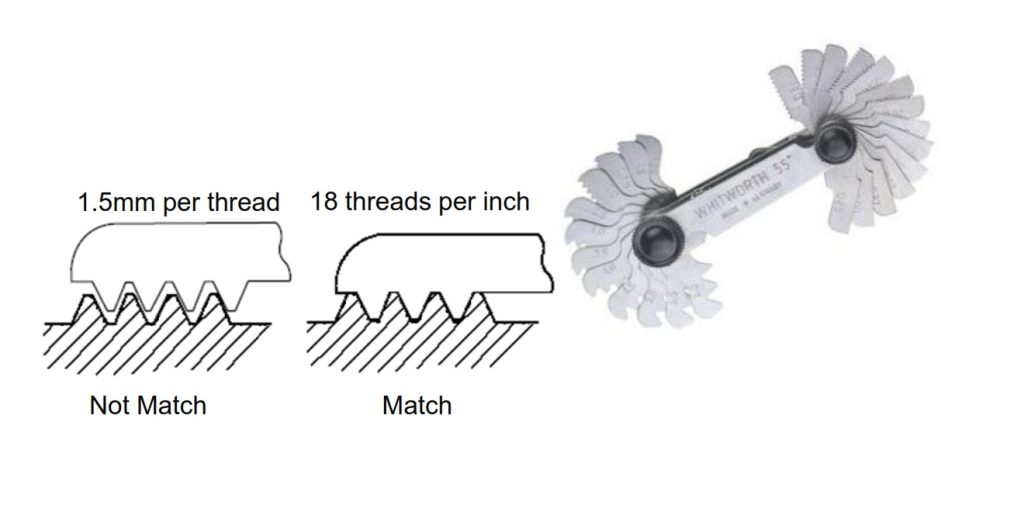
Step 3 : Use the thread gauge to compare thread form and to determine the thread pitch
Step 4 : Determine the thread parameters.
- Male or female
- Straight or tapered
- Nominal male or female diameter
- Pitch
Assembling of Pipe fitting Thread
Male tapered pipe fitting should apply PTFE tape or thread sealant for sealing. Installation steps are as follows:

Step 1 :
Clean side of the male and female thread. Remove all the dirt or residual tape.
Step 2 :
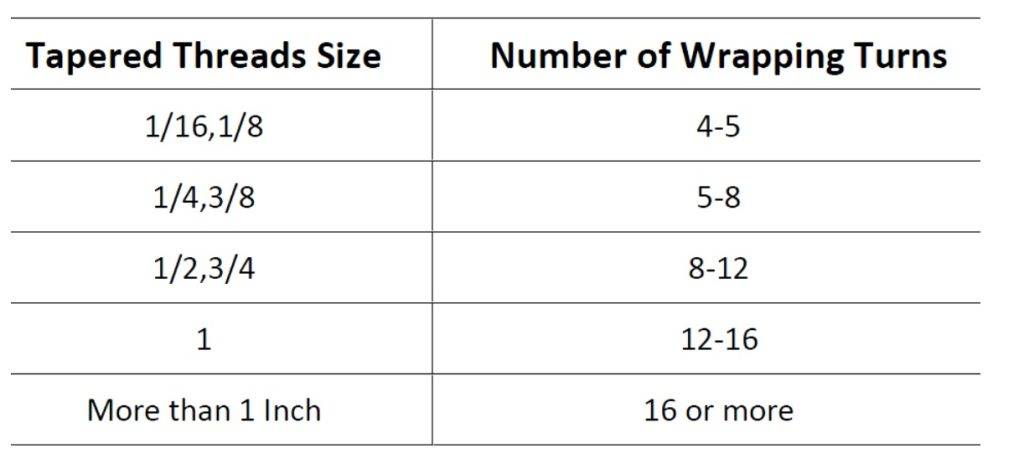
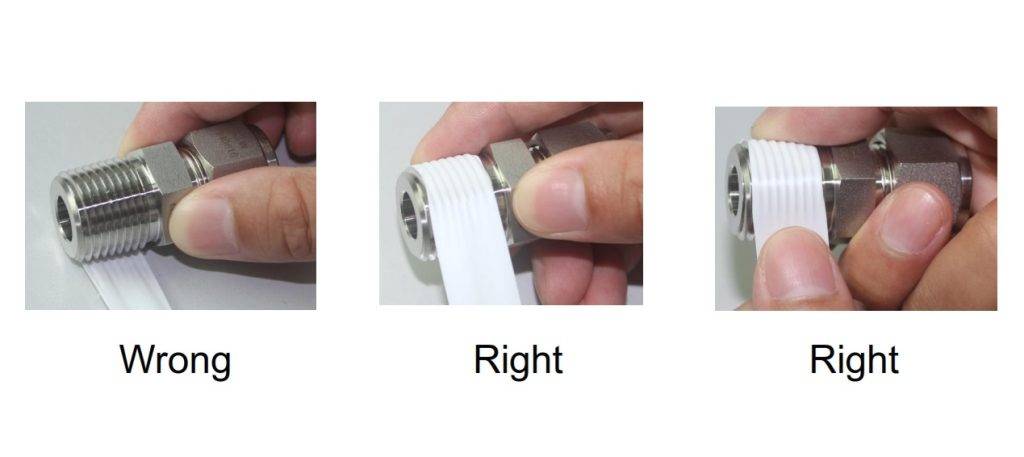
Wrap the thread with PTFE tape starting from the first full thread in the direction of thread spiral with suggested number of wrapping turns as in below table.
Caution
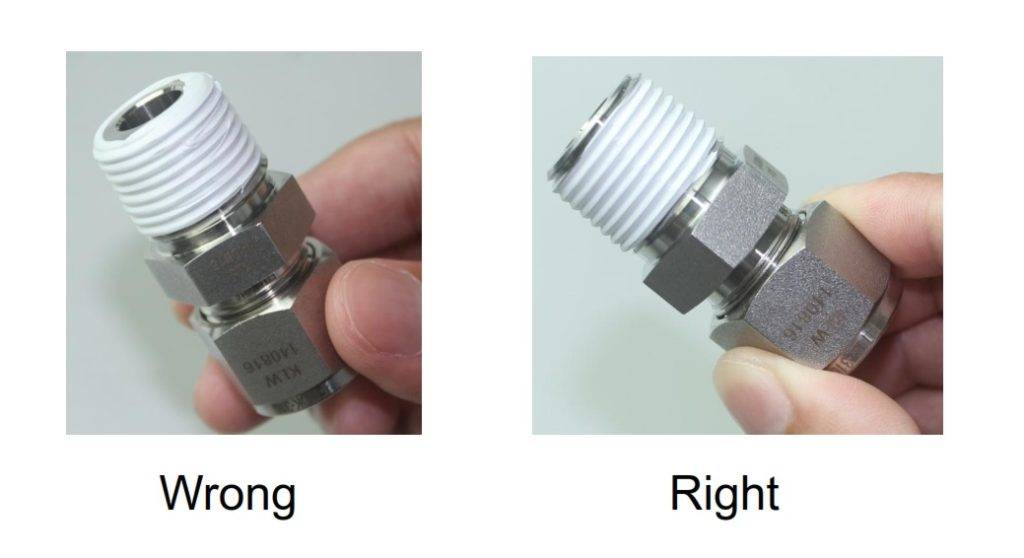
The tape should not exceed the first full thread as the excess tape may be shredded and get into the fluid system.
.
Step 3 :
Cut the extra tape off or tear it apart. Press the tape in the thread for one circle from the free end in the direction of thread spiral.
Step 4 :
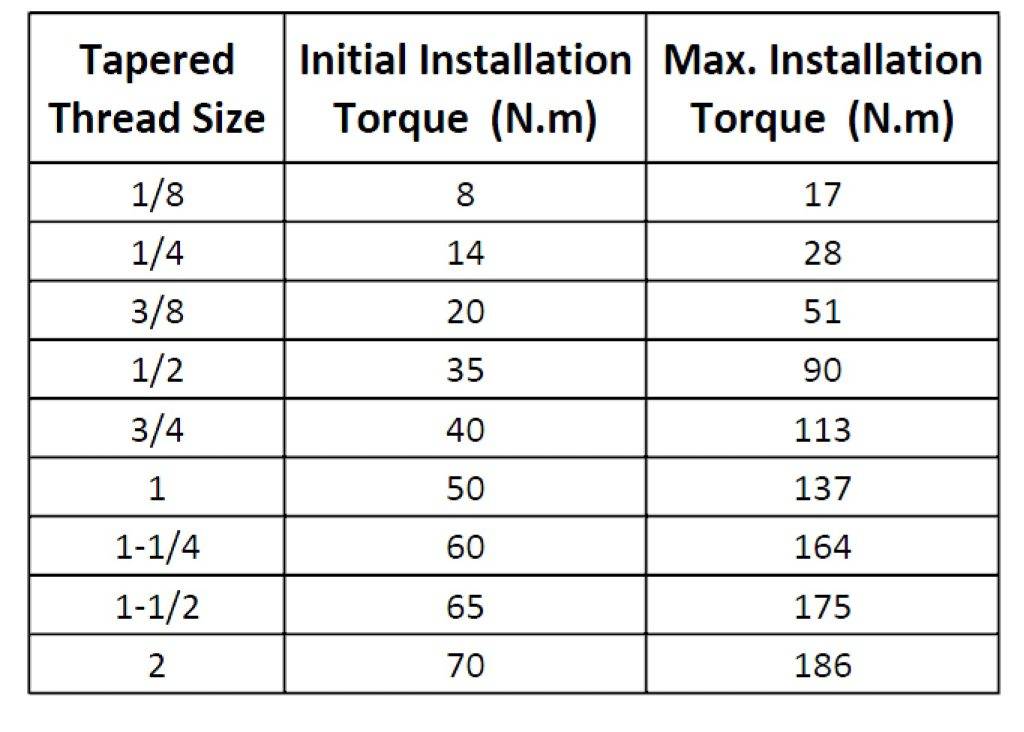
Tight with Finger first and that use a torque wrench to tighten up.
Keep the right direction in order to avoid damaging the thread (refer to the suggested torque in the table).

Installation Torque of Tapered Threads
Please see our FITOK Detail Product about Pipe Fitting with Variation Type and Shape
